Para la elección de electrodo se deben tener en cuenta cinco puntos diferentes:
1 • Propiedades mecánicas del metal depositado.
2 • Características de utilización.
3 • Características económicas.
4 • Propiedades de los revestimientos.
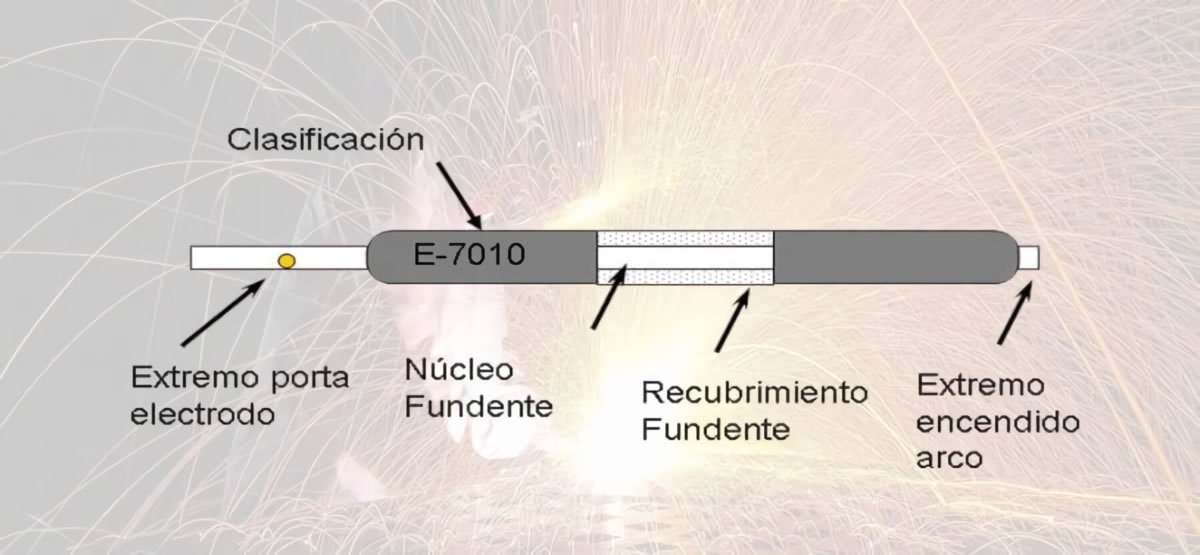
Clasificación
Propiedades mecánicas del metal depositado:
Las propiedades mas importantes del metal depositado.
En condiciones normales son:
1 • La carga de rotura o resistencia a la tracción, expresados en Kg. /mm2 o 1b/pg2.
2 • El alargamiento, expresado en porcentaje que caracteriza la ductilidad del metal (A%).
3 • Resiliencia que la tenacidad, la resistencia al choque o a la capacidad de absorber trabajo elásticamente; se expresa en Kg. /cm2.
4 • La dureza que indica la resistencia al rallado o a la penetración correspondiente a varios escalas BRINELL.
5 • El límite elástico expresado en Kg. /mm2 que indica las deformaciones a las cuales puede estar sometidas el metal.
6 • Capacidad de plegado que da una idea cualitativa de la soldadura.
7 • La forjabilidad que indica la capacidad de deformación al rojo, se considera que en metal es forjable cuando se cumple la siguiente condición (R x A mayor de 1100).
Características de utilización : La elección de un electrodo está determinada por la naturaleza del metal a soldar. Una vez definitiva esta condición se encuentran muchos tipos de electrodos que se distinguen entre si por los siguientes factores:
• Naturaleza de la corriente a utilizar, que puede ser alterna, continua y en este caso se indica la polaridad positivo o negativo.
• Por las posiciones en las cuales es posible soldar, ya que no todos los electrodos lo hacen en toda posición. Así tenemos electrodos para toda posición (TP), electrodos para soldar en posición plana y horizontal (PH), y los que sueldan únicamente en posición plana (P).
Las intensidades
• Las intensidades máximas y mínimas que para un mismo diámetro de electrodo pueden utilizarse. La intensidad mínima es aquella por debajo de la cual no se enciende el arco; intensidad máxima es aquella que pone al rojo el electrodo y quema el revestimiento en forma irregular.
• Facilidad de encendido y estabilidad del arco van siempre juntas.
• Facilidad de desprendimiento de la escoria y este caso la densidad, fusibilidad y la adherencia deben ser tales que no produzcan inclusiones dentro del metal.
Esto puede ocurrir por tener mucha intensidad; se puede solucionar si se baja o se aumenta la velocidad de avance. En estos los casos adecuado al metal de base.
• La penetración debe llegar a una profundidad suficiente, pero no debe ser tan grande como para que forme socavaciones y perforaciones del metal de base.
• La forma del cordón es una característica importante en la soldadura, ya que puede tener perfiles cóncavos, convexos, y planos. Lo ideal es realizarlo en forma convexa ya que se tiene más penetración y no forma ángulos vivos, repartiendo las presentaciones.
• El aspecto de la superficie del cordón es una característica importante a tener en cuenta, ya que puede ser rugoso, liso o muy liso.
Como elegir el electrodo
Ej.: a) cordón con superficie rugosa, electrodo celulósico.
1 • cordón con superficie lisa, electrodo rutílico
2 • cordón con superficie muy lisa, electrodo con polvo de Fe.
3 • La producción de humos es más o menos importante según el tipo de revestimiento y en algunos casos puede llegar a ser nocivos para el operario.
4 • El grado de calidad del metal depositado indica que no existen porosidades o indicaciones y que el metal es sano frente a los rayos x.
Características Económicas: En la elección de un electrodo los puntos más importantes son:
El precio del electrodo. El coeficiente de función que se expresa en gramos de metal fundido por amperios y por minuto; y la intensidad máxima en que se quema el arco y la mínima donde no es posible encenderlo.
El rendimiento del electrodo significa el peso utilizado y el metal depositado en relación al peso del electrodo, y en algunos casos esta relación es superior al 99 % dependiendo de los elementos que otorga el revestimiento. La diferencia entre el peso del metal utilizado y el metal depositado indica las pérdidas por fusión, que comprende lo siguiente:
1 • El peso de la punta del electrodo que no es utilizable.
2 • El peso del metal vaporizado por la alta temperatura del arco.
3 • El peso del metal perdido en las proyecciones.
4 • El peso del metal que se incorpora a la escoria.
En general el rendimiento de un electrodo puede estimarse en un 75%.
De cada Kg. De electrodo se utilizan sólo 750 gr. Pues se descuenta el revestimiento del mismo.
La facilidad de desprendimiento de la escoria es una característica económica muy importante por el tiempo que insume. Esta facilidad incide en los tiempos muertos del ciclo de soldeo.
La conservación del electrodo está basada en la higroscopicidad que indica el deterioro o la avería del revestimiento por la humedad.
El revestimiento
Cada revestimiento tiene un grado diferente de absorción de la humedad y por lo tanto, algunos de ellos deberían ser conservados en hornos eclécticos.
Propiedades de los revestimientos: La propiedades esenciales se pueden distinguir de la siguiente forma:
• Composición química global. Según esta definición se tienen revestimientos orgánicos, los cuales están constituidos totalmente por materia a base de carbono, tales como la celulosa, algodón, almidón, amianto, etc.; que son combustibles.
• Revestimientos minerales. Son los que está constituidos en su mayor parte por productos que no contienen carbono y por lo tanto no son combustibles. Estos productos son minerales, óxidos metálicos y sales metálicas. En casos especiales pueden contener pequeñas cantidades de productos orgánicos. Los revestimientos semiorgánicos contienen el 50% de cada uno de los productos anteriores.
Afinidad química. Los revestimientos ácidos son aquellos en que predominan los componentes de reacción ácida, es decir, que la alta temperatura atacan frecuentemente a los metales y a los óxidos metálicos. El componente de mayor acidez es la SILICE o arena que forma con los metales o con sus óxidos SILICATOS más o menos fusibles. En orden decreciente viene el rutilo u óxido de titanio, que figura en la mayoría de los revestimientos en razón del gran poder desoxidante y de desulfúrate, además de ionizar el aire y estabilizar el arco.
• Revestimientos básicos.
Son aquellos en que predominan los componentes de reacción básica, es decir, que son metales, óxidos o carbonatos metálicos que neutralizan los componentes ácidos. Los principales son el carbonato cálcico, el carbonato magnésico, el óxido de manganeso, la alúmina (óxido de aluminio)
Los revestimientos saturados son aquellos que contienen compuestos ácidos y básicos en la misma proporción.
• Poder oxidante . Los revestimientos oxidantes son aquellos que durante la fusión producen una oxidación del baño metálico y del metal de base.
Los revestimientos reductores son aquellos que tienen los elementos capaces de desoxidar los óxidos provocados por el óxido del aire. Los compuestos neutros contienen compuestos oxidantes y reductores en la misma proporción.