

Elección del diámetro del electrodo, del modo de ejecución y de la intensidad del corriente en función de la forma y posición del depósito.
• Punto de vista económico en soldadura eléctrica: El peso del metal depositado por minuto es proporcional a la intensidad de corriente, por lo tanto es conveniente elegir el electrodo de mayor diámetro posible y además la mayor intensidad que permita el equipo, el electrodo y el espesor a soldar.
• Perfil del cordón: En soldadura eléctrica siempre se trata de unir con una penetración apropiada del metal de aporte con el metal de base. Sin considerar la penetración se puede decir que el cordón de soldadura está formado por una serie de gotas de metal fundido que se unen entre sí.
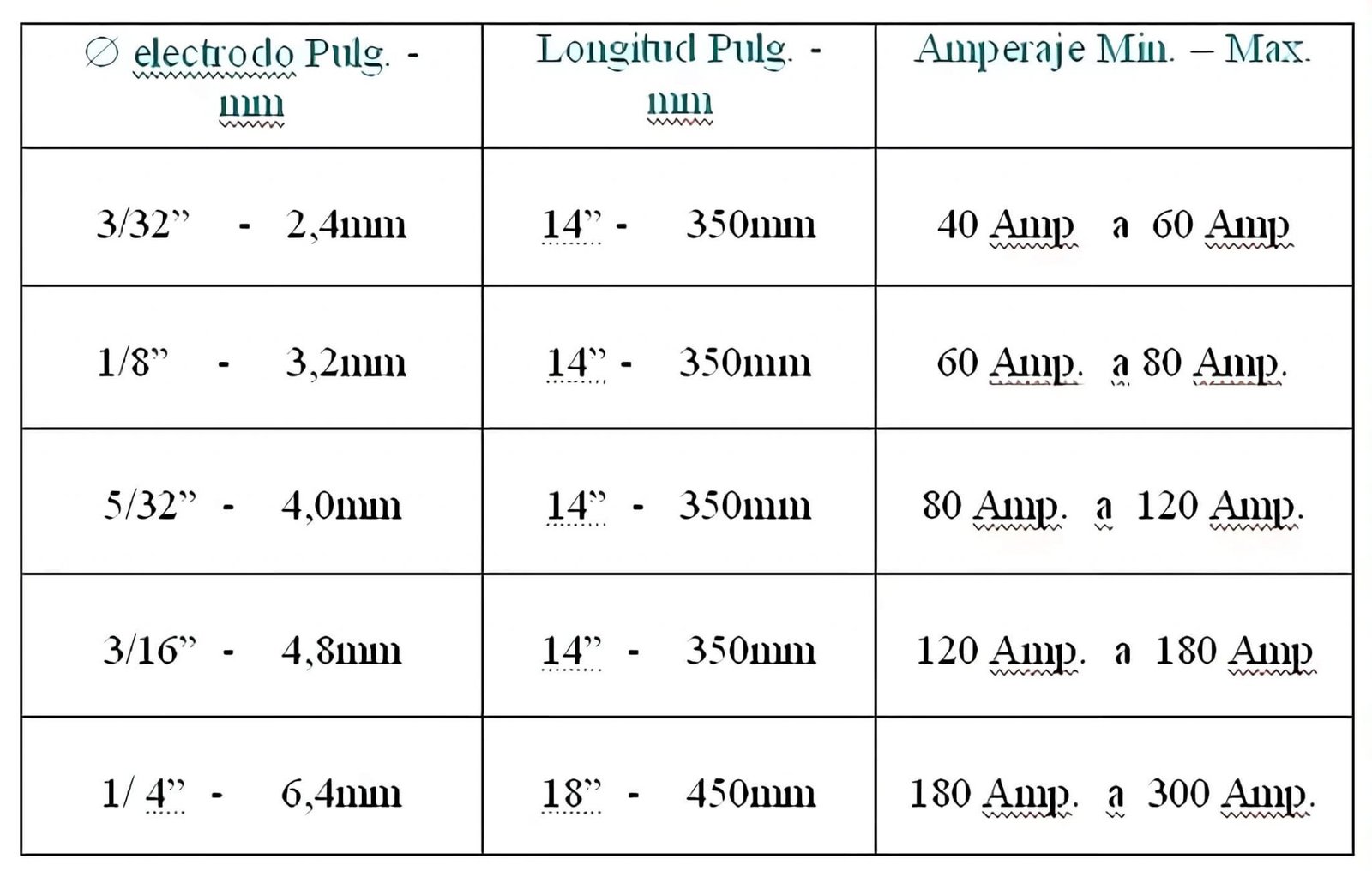
Electrodo, soldadura e intensidad
Estas gotas al depositarse sobre una superficie horizontal, se extienden tanto mejor cuando más voluminosas sean. Por lo tanto un cordón de soldadura depositado en formas de pequeñas gotas, es decir, electrodos de pequeño diámetro, poca intensidad de corriente o gran velocidad de avance. Producirán un cordón más pequeño que aquel que se deposita en grandes gotas, es decir electrodos de gran diámetro, gran intensidad de corriente y poca velocidad de avance. Las gotas pequeñas solidifican más rápidamente que las grandes y tienen menos tiempo para extenderse.
• Depósito sobre una superficie no horizontal o sobre cabeza: Sobre una superficie vertical o ligeramente inclinada. Una gota depositada de metal fundido, no puede sostenerse a no ser por las fuerzas de capilaridad que la aguantan, sean superiores al peso de la gota. Una gota se mantendrá pegada a la superficie, si su volumen no es muy grande, de lo contrario caerá. Por lo tanto para depositar sobre una superficie vertical o sobre cabeza, se deben ejecutar cordones de pequeñas secciones y asegurar una solidificación rápida. Ejecutar pasadas longitudinales con electrodo de poco diámetro o con una intensidad de corriente de menos valor que en posición plana, o bien con una velocidad de avance mayor.
Elección del tipo de pasada
Este punto está relacionado con las deformaciones y tensiones residuales. Con respecto a esto existe la siguiente regla:. “Para soldaduras largas en donde las deformaciones o tensiones en el sentido longitudinal son importantes, deben ejecutarse pasadas estrechas o longitudinales.”
“Para soldaduras cortas en la cuales las deformaciones en el sentido transversal son importantes, deben ejecutarse pasadas anchas o escalonadas.”
Influencia de la separación
En los trabajos de calderería se presenta en la práctica, la condición de que la separación es excesiva o insuficiente. Si es insuficiente se deberá regular la intensidad al máximo y si es posible utilizar un diámetro mayor que el necesario.
Si es excesiva se usará un electrodo más fino y una intensidad menos.

4.5