
Reduciendo los costos de operación con subenfriamiento de liquido. Parte del líquido refrigerante que es recirculado en un sistema de refrigeración se usa para remover su propio contenido de calor (entalpía).
El calor del líquido es absorbido en el punto de reducción de presión (la VET reduce la presión del lado de alta a la del lado de baja).

subenfriamiento de liquido
Usando un sistema de baja temperatura multiplexado de 100 hp como ejemplo, un subenfriamiento de 30°F (-1°C) reducirálos requerimientos de flujo de refrigerante en el sistema en un 15 % ó lo suficiente para poner a descansar o parar un compresor de 15 hp.
Durante la operación de clima fresco, cuando es posible capitalizar el «subenfriamiento gratis», la eficiencia del sistema puede aumentarse en 5% por cada 10°F (6 °C) de subenfriamiento de líquido, resultando en una reducción de los costos de operación.
El costo de operar un compresor de 15 hp es de aproximadamente US $ 0.78 por hora en base a US $ 0.07 por kWh. Asumiendo que el compresor fué diseñado para operar 22 horas por día, se pueden lograr ahorros aproximados de US $ 515 mensuales.
¿Como se logra el subenfriamiento de liquido?
Frecuentemente se usan intercambiadores succión /líquido para transferir calor de la línea líquida a la línea de succión.
Aunque esta manera es efectiva en proveer líquido subenfriado, tiene un costo para la capacidad del sistema, dado que se añade calor al gas de succión lo cuál reduce la eficiencia volumétrica del compresor.
Ocasionalmente se utilizan sub-enfriadores mecánicos en la forma de sistemas de refrigeración auxiliares o usando una parte de la capacidad del sistema principal. Aunque existen situaciones donde el uso de estos métodos es ventajoso, de la misma forma que con intercambiadores de calor línea de succión / líquida, el subenfriamiento logrado con uno de estos métodos tiene una penalización que requiere un costo adicional.
El subenfriamiento en el condensador no tiene un costo adicional al sistema, pero desafortunadamente es disponible
solamente cuando las condiciones del ambiente exterior son favorables y el sistema está diseñado para usarlas para su ventaja.
Muy poco subenfriamiento en el condensador es posible durante la operación de verano debido a la diferencia de temperatura (DT) entre el aire que circula a través del condensador y la temperatura del refrigerante que sale. Durante la operación de invierno, con control de presión de cabeza del lado del refrigerante, la diferencia de temperatura (DT) entre la alta temperatura (presión) de condensación y la baja temperatura de ambiente exterior puede ser significativa.
Preservando el subenfriamiento de liquido.
Cuando se usa un recipiente de líquido convencional «flujo a traves», cualquier subenfriamiento producido en el condensador es esencialmente perdido cuando llega al recipiente. Al inicio, en la discusión de control de presión de cabeza del lado del refrigerante, se anotó que el gas caliente proveniente de la descarga del compresor que fluye al recipiente sirve el propósito de calentar el líquido subenfriado que viene del condensador a una condición de saturación más alta.
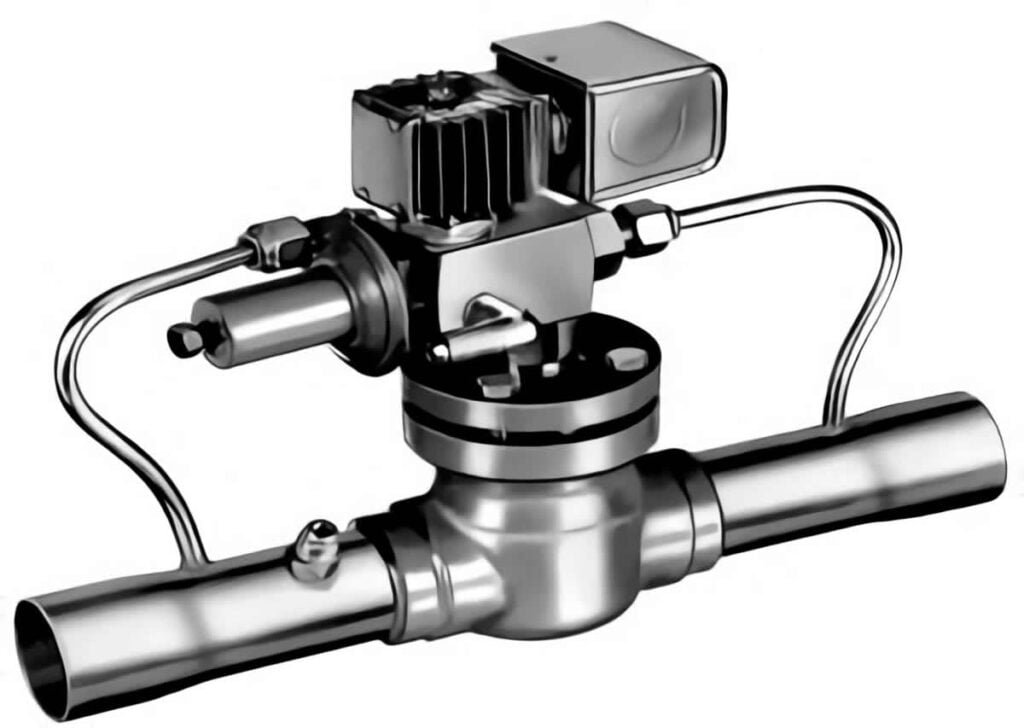
El subenfriamiento puede preservarse cambiando el patrón de flujo del recipiente de líquido de «flujo a través» a «oleada» (surge). El sistema ilustrado en la figura 1 usa un arreglo de tubería que permite que el recipiente pueda ser convertido de «flujo a traves» a «oleada» (surge) durante la operación de invierno cuando está disponible un subenfriamiento substancial.
Abriendo la válvula solenoide colocada en la desviación alrrededor del recipiente, el líquido subenfriado fluye del condensador alrrededor del recipiente y directamente a los evaporadores. El líquido desviado alrrededor del recipiente previene que el refrigerante subenfriado regrese a su condición de saturación en el recipiente. Puede ser necesario añadir interruptores de presión de abanicos, un termóstato en la pierna caída (drop leg) y aislamiento en la línea líquida si no están presentes en el sistema.
Seleccionado y ajustado los controles para mantener la presión de cabeza.
Los valores de ajuste y la secuencia de ajuste son críticos.
Los ajustes están diseñados para maximizar la eficiencia del sistema cuando las condiciones ambientales permiten el subenfriamiento de líquido. Las variables de aplicaciones individuales en sistemas pueden necesitar que los rangos de algunos ejemplos recomendados sean acortados o alargados.
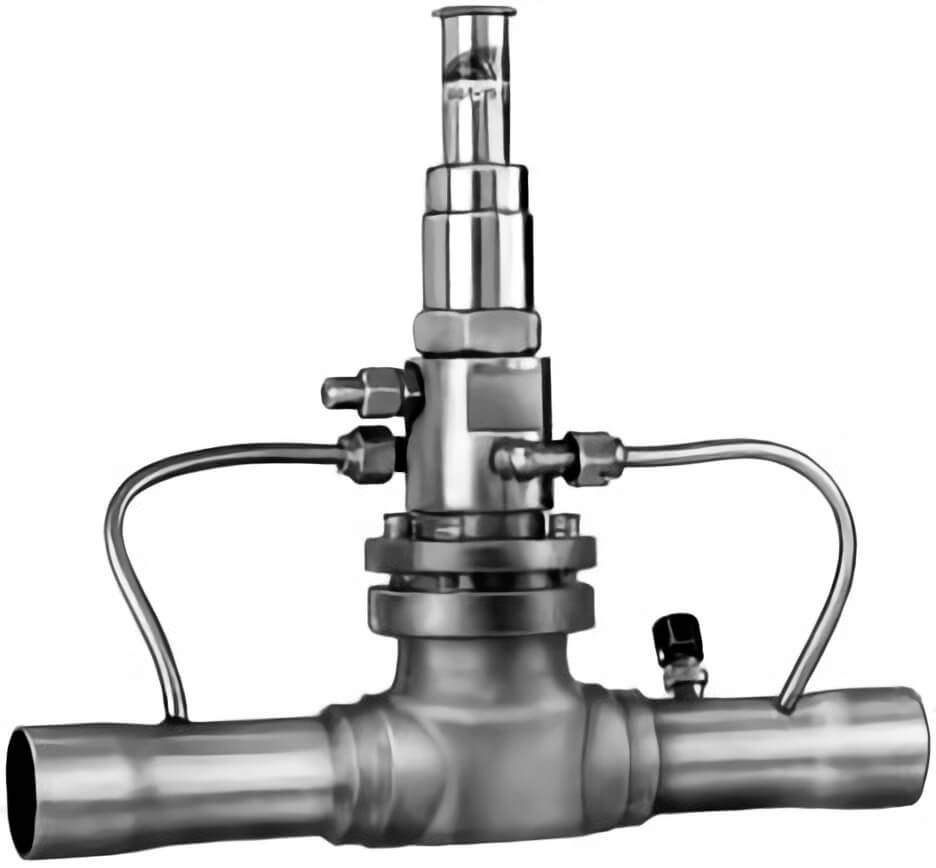
Válvula Sorit.
En el ejemplo de la ilustración, el equipo es un sistema de baja temperatura de rack multiplexado de 100 hp. El condensador enfriado por aire tiene ocho abanicos, con dos bancos de cuatro abanicos en una hoja de aleta común que tiene circuitos para una división 50/50. Los compresores son de una sola etapa, y el refrigerante es 404A. Una válvula Sporlan ME34S290 fué seleccionada para la línea de desviación y tiene un valor de capacidad 30 tons (106 kW) para un flujo de líquido a 50°F(10°C) a una caída de presión de 1.1 psi (0.08 bar).
1) Seleccione la VET.
La capacidad de las válvulas Sporlan Tipo EBF son seleccionadas para igualar la capacidad de la vitrina refrigerada a la caída de presión mínima a la que la válvula va a operar.
Entonces un ejemplo, una vitrina de refrigerada de puerta de vidrio esta clasificada a 10,000 Btu/hr (2.93 kW ) a -20°F (-29 °C) de temperatura de succión de saturación.
Pero una válvula de expansión de orificio balanceado con un valor de capacidad de 10,000 Btu/hr (2.93 kW) a -20°F ( -29 °C) de temperatura de succión y 100 psi (6.90 bar) de caída de presión iguala la capacidad de la vitrina que también tiene una capacidad de 10,000 Btu/hr (2.93 kW).
2) Determine la mínima presión de condensación necesaria para una caida de presión de 100 psi (6.9 bar) a traves de la VET:
A) Calcule la presión a la salida de la VET:
Presión de evaporador @ -20°F ( -29°C) 16 psig (1.10 barg)
Caída de presión en el distribuidor + 35 psi (2.41 bar)
Presión a la salida de la VET 51psig (3.51 barg)
B) Calcule la presión en la entrada de la VET con una caída de presión de 100 psi (6.90 bar):
Presión en la salida (de arriba) 51 psig (3.52 barg)
Caída de presión mínima requerida + 100 psi (6.90 bar)
Presión en la entrada de la VET 151 psig(10.41 barg)
C) Determine la presión de condensación mínima para una caída de presión mínima de 100 psi (6.90 bar) a través de la VET:
Presión en la entrada de la VET (de B) 151 psig (10.41 barg)
Caída de presión est. en el lado de alta +10 psi (0.69 bar)
Presión de condens. mín requerida 161 psig (11.10 barg)
D) Verifique la razón de compresión.
Como hacemos estos cálculos
Para calcular la razón de compresión las presiones de succión y descarga deben ser convertidas a valores absolutos (psia = psig+14.7); (bar abs = bar + 1.0133). Luego la razón de compresión se expresa como la razón de la presión absoluta de descarga a la presión absoluta de succión.
Presión de descarga 161 psig = 175.7 psia (12.11 bar)
Presión de succión 16 psig = 30.7 psia ( 2.12 bar)
Razón de compresión = 175.7 (12.11) / 30.7 (2.12) = 5.7
La razón de compresión mínima recomendada es 2.
E) Establezca las válvulas de control de presión de cabeza.
Válvulas de control de presión de cabeza son ORIT-15-65/225 y CROT-65/225,con suficiente capacidad para 30 tons(106 kW).
Dado que R-404A tiene una presión de saturación de 160 psig (11.02 bar) a 74°F(23 °C), la temperatura ambiente exterior del día que se hagan los ajustes debe ser menor.

Excelente articulo, solo para comentarles que en Aguapur hemos encontrado muchas soluciones de Valvulas de control que nos gustaría compartir con Uds. en http://aguapurmedicion.cl/